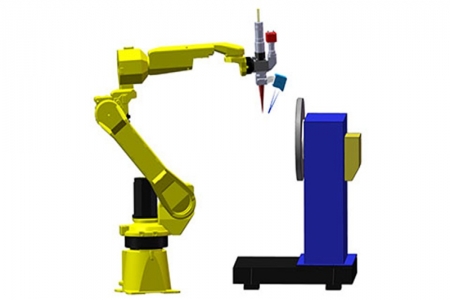
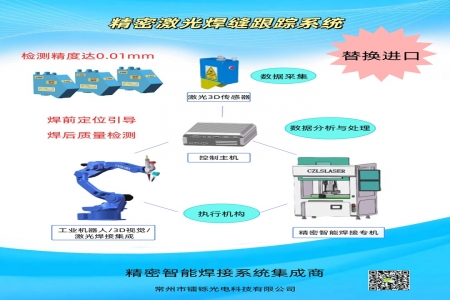
激光3D傳感器采集獲取焊縫的位置、寬度等參數,然后通過控制主機控制焊接機器人進行焊接,并在焊接的過程中通過傳感器獲取焊接的質量信息,然后通過數據分析與處理,動態調整焊接,確保焊接的質量。
激光焊縫跟蹤系統通過集成傳感技術、實時數據處理和動態控制,實現焊接過程的自動化,確保高精度和高效率。以下是其實現自動化焊接的關鍵步驟和原理:
1. 焊縫檢測與三維建模
激光掃描技術:系統使用激光線陣或結構光投影照射焊縫,形成光帶。反射光被高分辨率攝像頭捕捉,通過三角測量法計算焊縫的三維坐標(高度、寬度、間隙等)。
抗干擾處理:采用濾波算法消除飛濺、氧化層或反光的干擾,確保數據準確性。
2. 實時數據處理與特征提取
圖像處理算法:對采集的圖像進行邊緣檢測、降噪和特征提取,確定焊縫中心線及幾何參數(如坡口角度)。
路徑規劃:將處理后的數據與預設焊接路徑對比,生成偏差信號(如橫向偏移、高度差)。
3. 動態控制與調整
閉環反饋系統:
焊槍位置控制:偏差信號驅動伺服電機或機械臂,實時調整焊槍的橫向、縱向及高度位置,確保對中。
焊接參數自適應:根據焊縫形態(如間隙變化)自動調節電流、電壓、送絲速度及焊接速度,優化熔深和成形質量。
4. 核心技術與組件
高精度傳感器:激光傳感器與高速攝像頭,實現微米級檢測精度。
控制單元:PLC或專用控制器,運行PID算法實現快速響應(毫秒級延遲)。
執行機構:伺服電機、直線導軌或六軸機器人,執行高精度運動控制。
5. 應用場景與優勢
復雜工況適應:
工件變形補償:自動修正裝配誤差或熱變形(如汽車車身焊接)。
復雜軌跡跟蹤:適用于管道環焊、曲線焊縫(如船舶制造)。
效率與質量提升:
減少人工干預,提升焊接速度。
降低廢品率。